








Do you have questions about spare parts,
automation, consulting, or machinery?
We’re here to help!
Spare & Wear Parts
Global sourcing experts
Can’t find your part?
Our online catalog shows only 5% of our supply capabilities.
Let our experts find exactly what you need.
Spare Parts Categories
How it works Get a Quote easily

1. Identify your part
Manufacturer details, part number, or a photo. That’s all we need.

2. Send your request
Submit details via our contact form, email, Teams or WhatsApp.

3. Get your quote
We’ll send you a quote as fast as our supply network allows.
What Spare Partsdo you offer?
Wire and cable production demands a level of component precision that general industrial catalogs rarely cover. Drawing dies, stranding bows, extrusion crossheads and the dozens of wear parts built around them are highly application-specific — they fail on fixed cycles, affect product quality directly, and sourcing the wrong replacement costs more than the part itself. We supply the spare and wear parts that maintenance teams in wire and cable plants actually search for: the components tied to the process, not just the machine.
For wire drawing, the primary consumables are drawing dies — in tungsten carbide (TC), polycrystalline diamond (PCD) and natural diamond — covering copper, aluminium, steel, stainless steel and specialty alloy wire across all diameter ranges, from rod breakdown down to fine and ultra-fine wire. Alongside dies, we supply wire guides, approach cones, exit tubes, contact bands, capstans and drawing pulleys for both wet and dry drawing lines, as well as the full range of wire drawing lubricants — dry soap powders, emulsions, drawing oils and synthetic compounds — that reduce friction, protect die life and maintain wire surface quality at high drawing speeds. We support clients operating drawing lines from manufacturers including Koch, Witels-Albert, Niehoff, Samp, Frigeco, Syncro and other major wire drawing machine builders.
For stranding and bunching machines — tubular, rigid-frame, planetary and skip-stranding configurations — the highest-wear items are the flyer bows and bow guides that manage individual wire tension through each lay cycle, and the GESADUR underrollers and closing die guides that protect wire surface at the point of lay-up. We also supply stranding machine bearings, drive belts, tension pulleys and complete bow sets. We work with clients running stranding equipment from Pourtier, Cortinovis, Lesmo, Samp, Niehoff, Nokia (Maillefer) and other stranding line manufacturers, helping them identify and source the exact wear components their machines require.
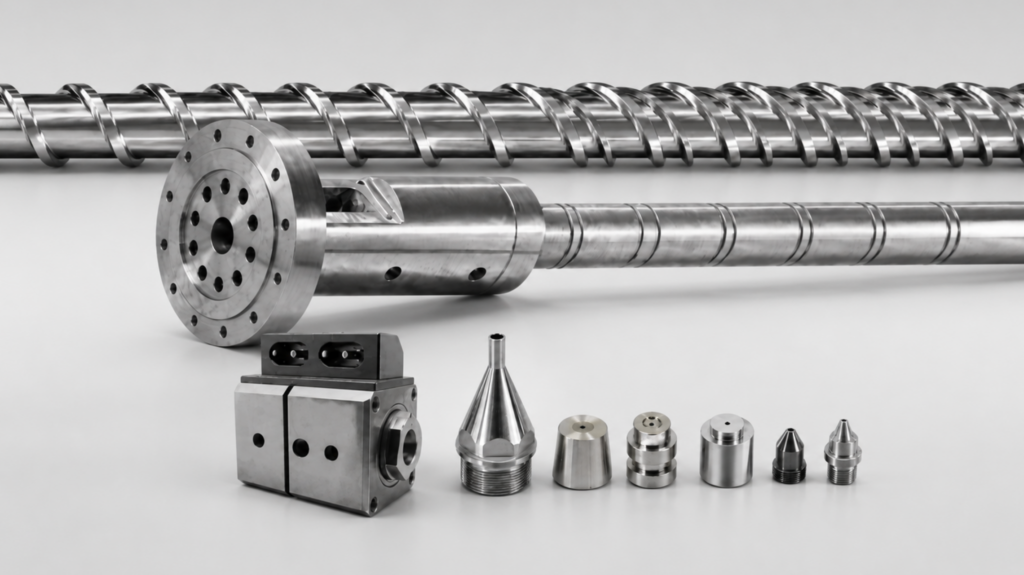
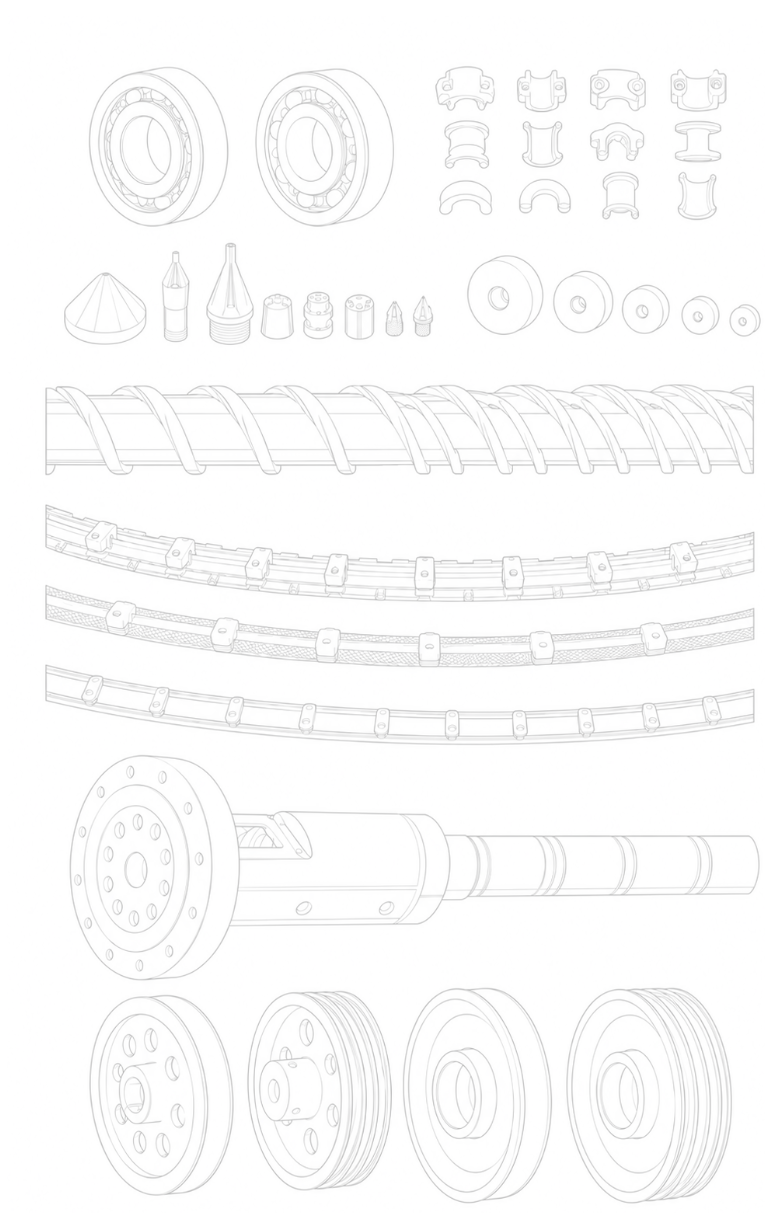
For extrusion lines — single, dual and triple extrusion, CV and continuous vulcanization systems — we supply the tooling and process components that determine insulation geometry and integrity: extrusion tips, dies and die holders for PVC, PE, XLPE, LSZH and rubber compounds; extruder screws and barrels engineered for specific polymer viscosities and throughput rates; crosshead assemblies for insulation and jacketing applications; spark tester electrodes and replacement parts for high-voltage dielectric testing; and haul-off belts for caterpillar and belt-type take-ups. We support clients operating extrusion equipment from Maillefer, Troester, Rosendahl, Nextrom, Davis-Standard, Buss and other extrusion line builders.
Parts are identified by part number, machine brand and model, technical drawing, sample dimension or worn component — including for obsolete and discontinued equipment where the original OEM no longer supplies spare parts. All products ship worldwide with full export documentation, directly to your facility — whether you operate a single drawing line or a multi-line cable manufacturing plant in Latin America, Europe, the Middle East, Africa, Asia or Oceania.
Spare & Wear Parts technical service
Facing production issues?
Get direct diagnostic support from our engineers.
We evaluate mechanical and electrical problems immediately.
- MACHINE ANALYSIS
- SOFTWARE SUPPORT
FAQ
1. What are the most common wear parts on a wire drawing machine?
The fastest-wearing components on any wire drawing machine — wet or dry, single-wire or multi-wire — are the drawing dies, wire guides, contact bands, capstans and drawing pulleys. Drawing dies in tungsten carbide (TC), polycrystalline diamond (PCD) or natural diamond are the primary consumable and determine wire diameter, surface finish and drawing force. Wire guides and approach cones absorb lateral friction at entry and exit points, while contact bands and capstan linings degrade under continuous traction load. Wire drawing lubricants — soap powders, emulsions and synthetic drawing oils — also require regular replenishment and directly affect die life, drawing speed and wire surface quality. We supply all of these components for copper, aluminium, steel and specialty alloy drawing lines.
2. How do I know if I need a tungsten carbide, PCD or diamond drawing die?
The right die material depends on your wire material, target diameter and production volume. Tungsten carbide (TC) dies are the standard choice for ferrous wire, rod breakdown and medium-size non-ferrous wire — they offer good durability at lower cost and are the most widely used die type across steel, stainless steel and aluminium rod drawing. Polycrystalline diamond (PCD) dies are recommended for high-speed copper and aluminium fine wire drawing where die life and dimensional consistency are critical — they typically outlast TC dies by a factor of 10 to 50 depending on the application. Natural diamond dies are used for ultra-fine wire drawing below 0.1 mm where surface finish and diameter tolerance are paramount. We supply all three types across the full size range and can help select the right material for your wire, speed and reduction schedule.
3. What spare parts wear out fastest on a stranding machine?
On tubular, rigid-frame and planetary stranding machines, the highest-wear components are the flyer bows and bow guides, which manage individual wire tension through every lay cycle and are subject to continuous mechanical stress at high rotational speeds. GESADUR underrollers and closing die guides wear progressively and, when neglected, cause wire surface damage and conductor defects that only appear at final testing. Stranding machine bearings — particularly those supporting the rotating frame and flyer arms — require regular inspection and replacement to maintain concentricity and lay consistency. Drive belts and tension pulleys are also frequent replacement items. We supply all of these wear components for clients operating stranding equipment from Pourtier, Cortinovis, Lesmo, Samp, Niehoff and other stranding machine manufacturers.
4. What is a GESADUR underroller and when does it need to be replaced?
GESADUR underrollers are wear-resistant support rollers used in stranding and closing machines to guide individual wires through the stranding zone with minimal surface friction and contact damage. They are manufactured from a specialized high-performance polymer compound that combines low friction with high abrasion resistance, making them gentler on wire surface than metallic guides while lasting longer than standard plastic rollers. Replacement is needed when visible groove wear appears on the roller surface, when wire surface marks or scratches increase, or when lay length consistency begins to drift — all signs that the guiding geometry is no longer correct. We supply GESADUR underrollers in standard and custom dimensions for the main stranding machine platforms.
5. Can you supply spare parts for Maillefer, Troester or Rosendahl extrusion lines?
Yes. We supply spare and wear parts for clients operating extrusion lines from Maillefer, Troester, Rosendahl, Nextrom, Davis-Standard and Buss, among other cable extrusion machine manufacturers. Our offering covers the full range of process tooling and replacement components for these lines: extrusion tips, dies and die holders, crosshead assemblies, extruder screws and barrels, spark tester electrodes and replacement parts, haul-off belts and related wear items. Parts are identified by part number, machine model, technical drawing or dimensional data from a worn sample — including for older installations where original OEM supply has been discontinued.
6. What extrusion tooling do I need for XLPE versus PVC cable insulation?
PVC insulation is processed at lower temperatures and lower pressures, and typically uses pressure-type crossheads with standard steel or hardened tips and dies — tooling that is relatively forgiving in terms of dimensional tolerance and material wear. XLPE (cross-linked polyethylene) requires higher processing temperatures, tighter melt control and tube-type or combination crossheads with precision-ground tips and dies in materials compatible with peroxide or silane crosslinking chemistry, as contamination at the crosshead directly affects the dielectric properties of the finished cable. LSZH, PE and rubber compounds each have their own tooling geometry and material requirements. We supply tips, dies, die holders and complete crosshead assemblies specified for each compound type and help clients select the correct tooling configuration for their line and cable construction.
7. Can you identify a spare part from a photo or a worn sample?
Yes — this is one of the most common requests we handle, especially during unplanned downtime when a part fails without a reference number available. Send us clear photos of the worn component, any visible brand markings, approximate dimensions and the machine context (manufacturer, model and the function of the part), and our technical team will identify it and propose the correct replacement. For components where visual identification is insufficient, we can work from physical samples, hand measurements or dimensional sketches. This applies equally to drawing dies, stranding bows, extrusion tooling, bearings, sensors and any other wire and cable machine component. Typical response time is 24 to 48 business hours.
8. Do you supply spare parts for discontinued or obsolete wire and cable machinery?
Yes. A significant part of what we do is sourcing components for legacy, discontinued and hard-to-find wire drawing, stranding and extrusion equipment — machines that are no longer supported by the original manufacturer but are still running in production. We cross-reference part numbers against current production equivalents, source from the broader market and, where no direct replacement exists, coordinate custom manufacturing from a technical drawing, CAD file or physical sample. This covers mechanical components such as gears, shafts, bushings and rollers, as well as process tooling like dies, bows and crossheads. We regularly support clients operating older lines from Koch, Niehoff, Frigeco, Pourtier, Lesmo, Troester and other manufacturers whose original spare parts supply has been reduced or discontinued.
9. What wire drawing lubricants do you offer for copper and aluminium wire?
We distribute a complete range of wire drawing lubricants for both ferrous and non-ferrous wire drawing. For copper wire drawing, we supply dry soap powders, synthetic emulsions and drawing oils formulated for fine and ultra-fine wire production, where lubricant film consistency directly affects surface quality, die temperature and breakage rate. For aluminium wire drawing, we supply oil-based and synthetic lubricants compatible with the oxide layer behavior of aluminium and its alloys, including compounds for both annealed and hard-drawn aluminium. For steel and stainless steel wire, we supply soap powders and reactive lubricants for dry drawing, and water-soluble emulsions for wet drawing. Lubricant selection is matched to wire material, target diameter, die type, drawing speed and line configuration to maximize die life and minimize surface defects.
10. How quickly can you deliver spare parts for wire and cable machinery?
Delivery time depends on the component type, quantity and destination. For standard wear parts — drawing dies, bearings, belts, seals and lubricants — we typically ship within a few business days from confirmation. For less common or custom-specified components, lead time is confirmed at the time of quotation. We ship to over 80 countries across Latin America, Europe, the Middle East, Africa, Asia and Oceania, with export-grade packaging and full customs documentation included. For urgent maintenance situations and unplanned downtime, contact us directly via WhatsApp or email and we will prioritize sourcing and dispatch. Quotations are provided in USD or EUR with typical response within 24 to 48 business hours.